Ferrites hőálló acél fejlesztése
Növelje a Cr-1,25Cr-t 12Cr-ra
Adja hozzá V, Nb, Mo, W, Co stb.
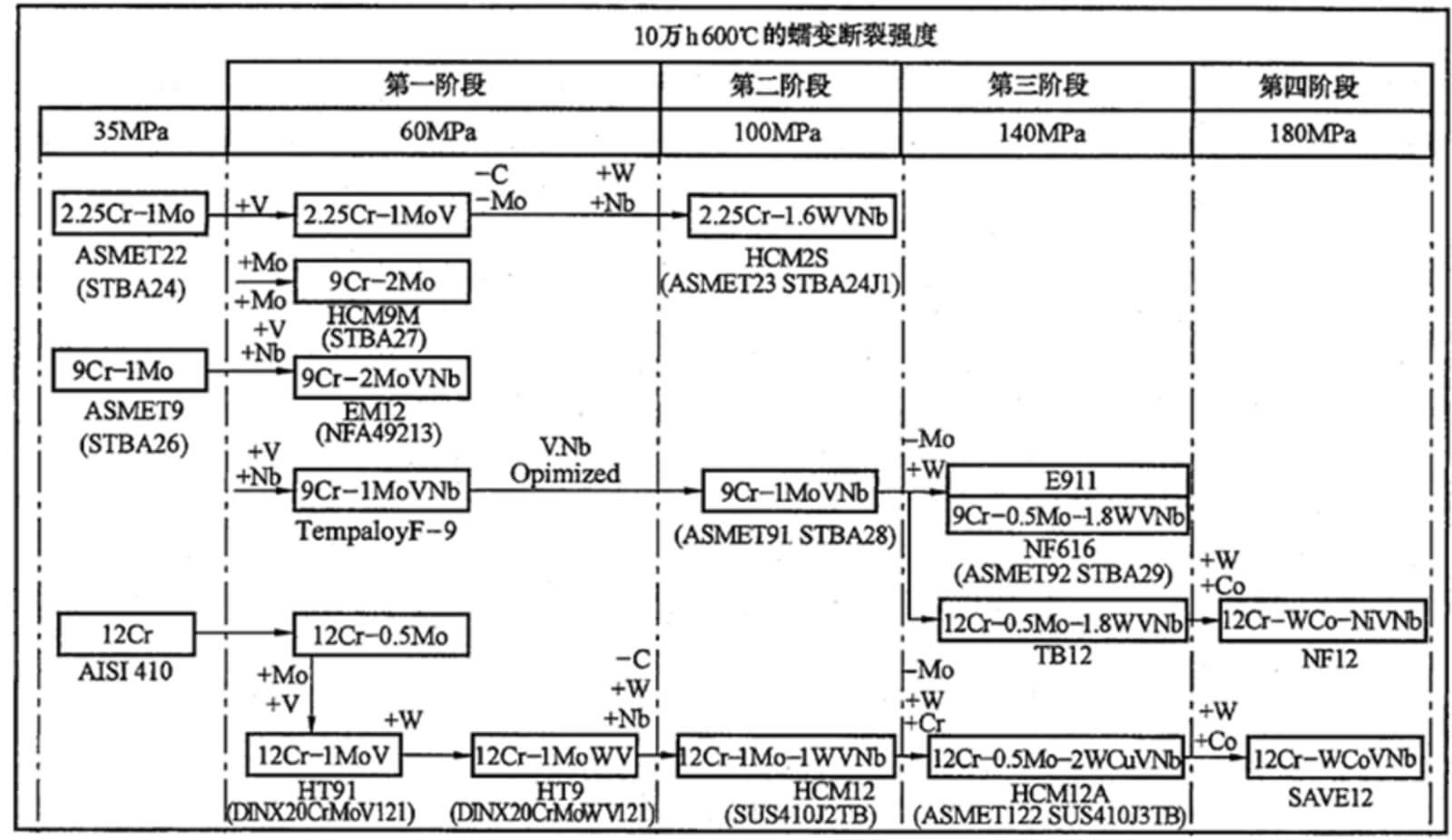
A ferrites hőálló acélok fejlődési trendje
Jegyzet:
A nemzetközi gyakorlat szerint a kazán- és csővezetékacélokban található úgynevezett perlit, bainit és martenzites hőálló acélokat összefoglalóan „ferrites hőálló acéloknak” nevezik.
Hazám energetikai szerkezetének átalakításával, az áramellátás építés optimalizálásával a nagy hatásfokú, tiszta, környezetbarát, nagy kapacitású és nagy paraméterű egységek váltak meghatározóvá.A gőzparaméterek (nyomás és hőmérséklet) növelésével hatékonyan javíthatja az egység termikus hatásfokát, csökkentheti a szénfogyasztást és csökkentheti a CO2-kibocsátást.Jelenleg a hőerőművek hatékonyságának javításának fő módja a gőzparaméterek javítása, valamint a szuperkritikus (SC) és ultra-szuperkritikus (USC) egységek fejlesztése.Hazámban jelenleg több mint 100 millió kilowattos ultra-szuperkritikus (USC) egységet helyeztek üzembe, amelyek mind mennyiségben, mind teljes kapacitásban az első helyen állnak a világon.
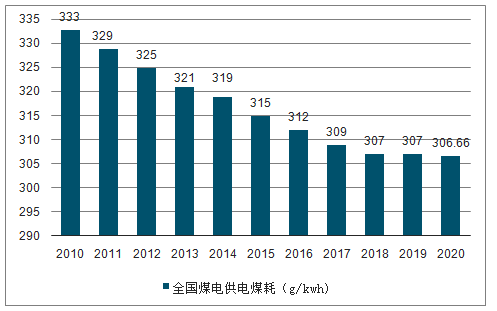
Statisztikák és előrejelzés a szén energiaellátásának szénfogyasztásáról Kínában 2010 és 2020 között
2. Fő króm-molibdén-acél hegesztőpálcás termékek
2. táblázat A reprezentatív perlit hőálló acél elektródák teljesítményének kijelzése
| Tétel | Fő hozzávaló | Hő℃*H | Mechanikai viselkedés | ||||
| Hozam Mpa | Szakító Mpa | Kiterjeszt % | Sokk J/℃ | ||||
| GER-107 | 0,5% Mo | 620*1 | 477 | 570 | 24.0 | 152/0 | - |
| GER-207 | 0,5% Cr-0,5% Mo | 690*1 | 490 | 590 | 23.0 | 143/0 | - |
| GER-307 | 1,25% Cr-0,5% Mo | 690*1 | 490 | 590 | 23.0 | 146/0 | - |
| GER-317 | 1,25%Cr-0,5%Mo-V | 730*2 | 541 | 635 | 22.5 | 166/0 | - |
| GER-407 | 2,25%Cr-1%Mo | 690*1 | 586 | 682 | 21.0 | 142/0 | - |
| GER-417 | 2,25%Cr-1%Mo-V | 720*8 | 556 | 657 | 21.0 | 145/-18 | 120/-30 |
| GER-507 | 5% Cr-0,5% Mo | 740*1 | 490 | 605 | 23.0 | 124/0 | - |
Jegyzet:
1. Cégünk az EXXXX-15, EXXXX-16, EXXXX-18 és egyéb bevonó salak sorozatokat fejlesztette ki azonos minőségű elektródákhoz a különböző piaci igények kielégítésére.A fentiek csak az EXXXX-15 elektródák teljesítményét mutatják.
3.2 A szubkritikus és szuper (ultra) kritikus ferrites/martenzites hőálló acélelektródák listája
| TÉTEL | ALAPÉRTELMEZETT | Főszereplő |
| GER-707 | AWS A5.5 E8015-B8 GB/T 5118 E6215-9C1M | 9%Cr-1%Mo Szénacél maghuzal, a fő ötvözet összetétele átmenet a bevonatból, alkalmas hőteljesítmény szubkritikus egységekhez, A213-T9, A335-P9 acélhegesztés (gazdaságos és alkalmazható, jó kidolgozás) |
| GER-91 Magtípus | AWS A5.5 E9015-B91 GB/T 5118 E6215-9C1MV | 9%Cr-1%Mo-Nb-vn Alkalmas hőteljesítmény-kritikus egységekhez, T/P 91 acélhegesztéshez, az ötvözet fő összetétele a hegesztőmagból kerül átadásra, magas hőmérsékletű mikroszerkezet és teljesítménystabilitás |
| GER-91M gyógyszer bőr mag | 9%Cr-1%Mo-Nb-VN Alkalmas hőteljesítmény-kritikus egységekhez, T/P 91 acélhegesztéshez, a fő ötvözet összetétele a hegesztőmagból kerül átadásra, magas hőmérsékletű mikroszerkezet és teljesítménystabilitás | |
| GER-92 Magtípus | AWS A5.5 E9015-B92 | 9%Cr-0,5%Mo-WV-Nb-N Alkalmas hőteljesítményű szuperkritikus egységekhez, T/P 92 acélhegesztéshez, a fő ötvözet összetétele a maghuzaltól átmenet, magas hőmérsékletű mikrostruktúra és teljesítménystabilitás |
| GER-93 | A mi szabványunk | 9%Cr-3%W-3%Co-Cu-V-Nb-B Fejlett, magas szuperkritikus G115-ös acél hegesztésére alkalmas hőenergia előállítására.Jó szerkezete és teljesítménystabilitása magas hőmérsékleten.A tartós szilárdság 1,5-szerese a P92 acélnak, a magas hőmérsékletű gőzoxidációval és korrózióval szembeni ellenállása jobb, mint a P92 acélé. |
Elektróda teljesítmény kijelző
| Tétel | Fő hozzávaló | Hő℃*H | Mechanikai viselkedés | |||
| Hozam Mpa | Szakító Mpa | Kiterjeszt % | Sokk J | |||
| GER-707 | 9%Cr-1%Mo | 740*1 | 540 | 670 | 24.0 | 119.7 |
| GER-91 | 9%Cr-1%Mo-Nb-VN | 760*2 | 557 | 702 | 21.0 | 96.3 |
| GER-91M | 9%Cr-1%Mo-Nb-VN | 760*2 | 553 | 701 | 22.5 | 81,0 |
| GER-92 | 9%Cr-0,5%Mo-WV-Nb-N | 760*2 | 596 | 706 | 21.5 | 103,0 |
| GER-93 | 9%Cr-3%W-3%Co | 770*4 | 580 | 720 | 20.0 | 77.7 |
Jegyzet:
1. A GER-91M egy bevonatátmenet, vagyis a hegesztőmag közönséges szénacél maghuzal, a főötvözet pedig bevonattal történik.A GER-91-hez (maghuzal-átmeneti típus) képest jobb gazdasági előnyökkel jár, és a szuperkritikus hőteljesítményű hegesztőrudak fő terméke.
3. Az ASME szabvány 2015-ös verziójához az E9015-B91 elektróda Mn+Ni≤1,4%, a 2017-es verzióhoz pedig ≤1,2% szükséges az alapfémhez.(Az ASME legújabb, 2021-es verziója továbbra is az ASME E9015-B91/B92 elektródákra vonatkozó összetételi követelményeinek 2015-ös verzióját használja).A piaci igények kielégítése érdekében E9015-B91 és E9015-B92 hegesztőpálcáink kétféle megfelelő hegesztőanyagot fejlesztettek ki: Mn+Ni≤1,4% és Mn+Ni≤1,2%.Mivel az utóbbira nagyobb a piaci kereslet, a fentiek szerint 91/92 elektródák vannak lerakva fém Mn+Ni≤1,2%.
4. Ultra-szuperkritikus elektródák folyamatértékelésének bemutatása
4.1 P91/92 hegesztett kötések folyamatminősítése

6. Hőálló acélelektródáink előnyei és jellemzői króm-molibdén acélhoz
1. Sok fajta és mindenféle létezik
●Az összetétel 0,5%Mo-tól 9%Cr-3%W-3%Co-ig terjed.
● 500 ℃ és 650 ℃ közötti hőmérsékletet használjon.
● Különböző bevonatszínek és bevonattípusok (EXXXX-15, EXXXX-16, EXXXX-18) alkalmazhatók különböző alkalmakra (általános típus, erős íverős típus erősáramú csővezetékekhez).
● Megfelel a legtöbb Cr-Mo acél hegesztési követelményeinek.
2. Jó teljesítmény
Kiváló mechanikai tulajdonságok, jó magas hőmérsékleti teljesítmény (magas hőmérsékletű kúszás és magas hőmérsékleten öregedési tulajdonságok).
3. Jó kivitelezés
Az elektróda minden helyzetben kiváló gyárthatósággal rendelkezik, stabil ívégés, jó merevség és fúvóerő, kis fröcskölés, jó folyékonyság, szép hegesztési forma, hegesztés után könnyű salakeltávolítás.
4. Iparági vezető
Együttműködött a Suzhou Institute of Thermal Engineering-el, és 2015-ben átadta a „T/P 91/92 Localization Apraisal Meeting” felülvizsgálatát, és együttműködött olyan nagy hazai erőművekkel, mint a Shenhua Guohua és a General Iron and Steel Research Institute, hogy 650°C-ot fejlesszenek ki. G115 acél támogató hegesztési anyagok és folyamatok , és tartott több hegesztési fogyóeszközök csere értekezleteket.
More information send to E-mail: export@welding-honest.com
Feladás időpontja: 2022. december 27